Поэтому очень важно использовать эффективную фильтрацию на входе и надлежащее обслуживание с регулярной очисткой. Отсутствие технического обслуживания приведет к увеличению уноса древесной пыли в вакуумный насос и возможному разрыву фильтрующего элемента. Это также увеличит потерю давления на фильтре, что приведет к снижению производительности насоса и уровня вакуума. Например: при уровне вакуума 24 дюйма Hg потеря производительности насоса составляет 33% при падении давления 2 дюйма Hg и 50% при 3 дюймах Hg. Из-за сильной запыленности падение давления может быстро увеличиваться. Поэтому настоятельно рекомендуется установить двухступенчатую систему фильтрации на входе, при которой на первой ступени используется циклонный сепарационный фильтр для отделения крупных частиц, за которым следует эффективный 10-микронный фильтр. Следует соблюдать осторожность при очистке входного фильтра. Убедитесь, что входной фильтр не сломан, если его ударили об стену или мусорный бак. Также следует соблюдать осторожность при использовании сжатого воздуха для очистки фильтров, поскольку фильтр может быть разорван под действием силы воздуха.
Определение того, сколько вакуума необходимо для удержания деталей на вашем фрезерном станке с ЧПУ, является очень важным шагом при выборе вакуумного насоса. В уравнение входит несколько других переменных, которые также необходимо учитывать.
Пользователи фрезерных станков с ЧПУ обычно используют один или несколько вакуумных насосов для создания вакуума для удержания заготовок на столе фрезерного станка. Это относится к таким материалам, как дерево, пластик, алюминий и другие немагнитные материалы. Существенным преимуществом вакуумного зажима является то, что заготовки можно удерживать на столе фрезерного станка с большим усилием, предотвращая при этом повреждение или деформацию деталей, а также устраняя необходимость в приспособлениях.
Вакуумный зажим может быть достигнут с помощью отдельных резиновых горшков, таких как система Carter Pod, которые являются предпочтительным выбором для небольших деталей, или путем установки плиты МДФ на стол маршрутизатора и создания вакуума через доску для опускания деталей, подлежащих механической обработке. на доске МДФ. Цель этой статьи - объяснить взаимосвязь между уровнем вакуума и прижимной силой.
Для промышленных вакуумных насосов степень вакуума выражается в дюймах ртутного столба. Атмосферное давление на уровне моря составляет 30 дюймов рт. Ст. Или 14,7 фунта / дюйм2 (PSI). Создавая вакуум в каналах фрезерного стола под плитой МДФ, мы создаем перепад давления за счет использования барометрического давления для приложения силы к заготовке поверх плиты МДФ. Степень вакуума, которую мы можем достичь, зависит от качества уплотнения между столом фрезера и доской МДФ, скорости утечки через плиту МДФ и размера заготовки по отношению к размеру стола фрезера. Чем меньше размер обрабатываемой детали, тем больше утечек через плиту МДФ и, следовательно, тем больше мощность вакуумного насоса, необходимая для достижения необходимого уровня вакуума. Кроме того, скорость утечки будет увеличиваться по мере того, как будет проложено больше деталей и будет обнажена большая часть плиты МДФ.
Требуемая прижимная сила зависит от типа и качества фрезерных инструментов, а также от силы, создаваемой глубиной резания и скоростью подачи. Как показывает практика, средняя сила прижима одной детали должна составлять около 2000 фунтов. Как правило, уровень вакуума 18–24 дюйма рт. Ст. Достаточен для создания требуемой прижимной силы.
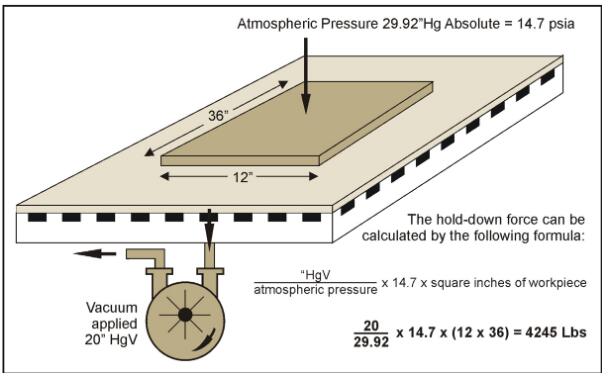
Чтобы рассчитать прижимную силу, мы можем использовать следующую формулу: Для простоты расчета мы используем примерное соотношение 2: 1 для преобразования дюймов ртутного столба в фунты / дюйм2, т.е. 1 фунт / кв. Дюйм равняется 2 дюймам рт. Ст.
Общая прижимная сила = уровень вакуума («Hg») x размер заготовки в квадратных дюймах.
Пример: размер деревянной панели, которую необходимо маршрутизировать, составляет 24 x 24 дюйма, а уровень вакуума - 20 дюймов ртутного столба. Местоположение находится на уровне моря, где атмосферное давление составляет 30 дюймов ртутного столба. (14,7 фунт / кв. Дюйм) Рассчитанная прижимная сила:
20/2 x (24 x 24 дюйма) = 5 645 фунтов
Высота влияет на прижимную силу и должна приниматься во внимание, особенно при работе с небольшими деталями.
Следует понимать, что вакуумный насос определенного размера, который обеспечивает разрежение 20 дюймов ртутного столба на уровне моря при работе на фрезерном станке с ЧПУ с заготовкой определенного размера и количеством утечки воздуха, не сможет достичь того же уровня вакуума на высоте 5000 футов под тем же условия. Это можно объяснить следующим образом: Производительность на входе для всех вакуумных насосов указана в ACFM или фактических кубах в минуту, измеренных при условиях на входе. Утечка воздуха через плиту МДФ и уплотнения измеряется в куб. Коэффициент объемного давления рассчитывается по формуле P1 x V1 = P2 X V2.
В следующем примере показана взаимосвязь: Предположим, что общая утечка воздуха составляет 100 кубических футов в минуту при уровне вакуума 20 дюймов ртутного столба на уровне моря и атмосферном давлении 30 дюймов ртутного столба. P1 = 30 дюймов рт. Ст., V1 = 100 стандартных кубических футов в минуту, P2 = (30–20) = 10 дюймов рт.
Расчетная производительность вакуумного насоса на входе: (30 x 100) / 10 = 300 кубических футов в минуту при 20 ”Hg. Для достижения того же уровня вакуума на высоте 5000 футов, где атмосферное давление составляет 25 дюймов рт. Ст., Необходимая фактическая производительность насоса будет:
P1 = 25 дюймов рт. Ст., V1 = 100 CF